
Bördeln mit T-Drill
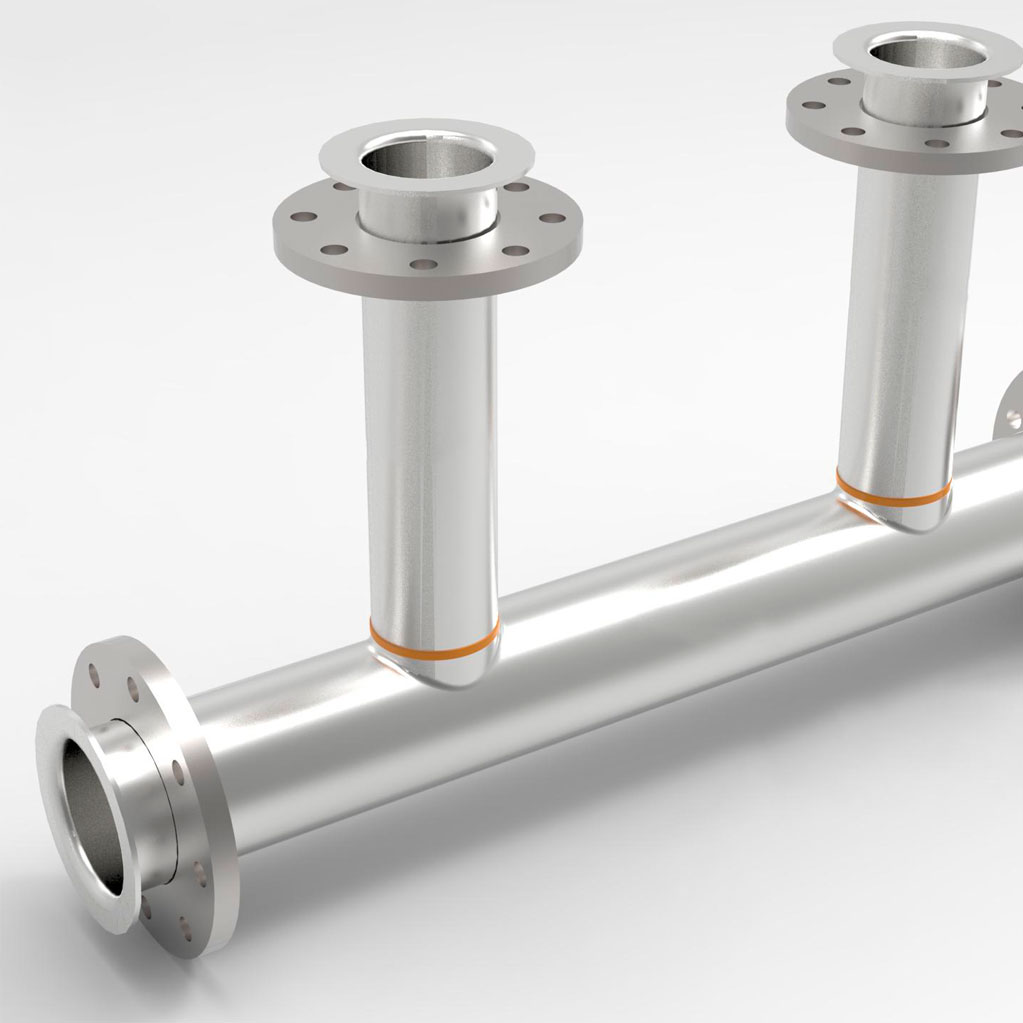
Wie spart man einfach und effektiv Zeit und Geld? Mit unseren Bördelmaschinen von T-Drill kann dies unproblematisch realisiert werden. Im Gegensatz zu den traditionelllen Vorschweißflansche-Verbindungen können Sie so bis zu 40% Zeit und Kosten sparen. Analog zum Aushalsverfahren formen T-DRILL Bördelmaschinen die Dichtfläche des Flansches direkt aus dem Grundrohr.
Die T-DRILL F-Serie eröffnet Ihnen dabei ein neues Potential bei Heavy-Duty Rohrenden-Bearbeitung und Bördeln. Die F-Serie erfüllt die Vorgaben der Chemie-, Pharma-, Lebensmittel- und Schiffsbauindustrie. Somit sind unsere Maschinen beinahe auf jeden Einsatzzweck optimal ausgelegt.
Vorteile beim Bördeln
- Kostensenkung durch Reduzierung von Schweißnähten und Röntgenaufnahmen
- Keine Komplexe Schweißvorrichtungen oder Röntgenanlagen
- Lose-Flansche verringern die Installationszeit durch Eliminierung der Bohrloch-Positionierung
- Bietet präzise Resultate und konstant hohe Qualität: Kein Risiko durch Schweiß- oder Lötfrakturen
- Kalt-, und Warmverformgen an geraden und gebogenen Rohren mit entweder glatter oder geriffelter Oberfläche an zu fertigen
Bördeln leichtgemacht: Unsere Bördelmaschinen im Überblick

F-170
Rohrdurchmesser: 60,3 – 168,3 mm
Bearbeitungszeit: ca. 5 Minuten
Material: Aluminium, Kupfer, Kupfer/Nickel, Edelstahl, Stahl

F-200
Rohrdurchmesser: 21,3 – 219 mm
Bearbeitungszeit: 1 – 4 Minuten
Material: Aluminium, Messing, Kupfer, Kupfer/Nickel Edelstahl, Stahl

F-420e
Rohrdurchmesser: 42,4 – 419 mm
Bearbeitungszeit: 1 – 4 Minuten
Material: Aluminium, Messing, Kupfer, Kupfer/Nickel Edelstahl, Stahl

F-400
Rohrdurchmesser: 42,4 – 419 mm
Bearbeitungszeit: 1 – 4 Minuten
Material: Aluminium, Messing, Kupfer, Kupfer/Nickel Edelstahl, Stahl
Lassen Sie sich ein unverbindliches Angebot schicken!
Gerne erstellen wir Ihnen zu diesem Produkt ein individuelles Angebot. Natürlich beraten wir Sie auch und unterstützen Sie bei der Auswahl einer passende Bördelmaschine.
Informationen zu Bördelmaschinen
Die T-DRILL Bördeltechnologie ist ein rollierendes kaltumform Verfahren an Rohrenden für die Verwendung von Losflanschen. Dabei wird mit einem Formfinger das Rohrende in bis zu drei Phasen zur gewünschten Größe auf 90° aufgebördelt. Die drei Phasen gewährleisten eine Materialschonung und einen sauberen Radius.
So können im Vergleich zu zugekauften Anschweißbördeln insgesamt bis 40% Zeit und Kosten gespart werden. Berücksichtigt in der Rechnung sind das Einsparen der Arbeitszeit und Materialkosten, der Zukauf der Schweißbördel und das Schweißen und Röntgen zur Überprüfung der Schweißnaht. Außerdem entfällt so natürlich auch die teure Lagerhaltung der Schweißbördel.
Mit den Bördelmaschinen der T-DRILL F-Serie können aber auch kegelförmige Bördel, Aufweitungen oder Anphasungen hergestellt werden.
Optional können die Maschinen F-200 und F-400 mit Gasbrennern ausgestattet werden, um das Warmbördeln zu ermöglichen. Im Vordergrund steht dabei die Bearbeitung von Rohren mit größeren Wandstärken oder Entspannungsglühen.
Die Methode des Bördelns wurde geprüft und Zertifiziert von
- Pressure Equipment Directive (PED)
- Det Norske Veritas
- Germanischer Lloyd
- Lloyd’s Register of Shipping
- Bureau Veritas
- ASME Standard
- ASTM F2015-00
Anfänglich wurden Bördelmaschinen hauptsächlich im Schiffsbau eingesetzt.
Heutzutage finden sich Bördelmaschinen in jeder rohrverarbeitenden Branche wie z.B. Wärme– und Kältebau, Chemie-, Textil-, Papier-, Lebensmittel-, Trinkwasser– und Abwassser-, Belüftungsindustrie.
Was meinen wir mit bördeln?
Im Grunde ist es ganz einfach: Wir bezeichnen den Prozess der Umformung des Rohrendes zu einer Flanschkante bzw. der Dichtfläche als bördeln. Andere gebräuchliche Terminologien sind hierbei: Lap-Joint Flansch und Flared Lap.
Was sind die Vorteile unserer Bördelmaschinen?
Kurzgesagt Sie sparen Zeit und Geld!
- Es wird keine Schweißnaht benötigt
- Somit entfällt das Röntgen der Schweißnaht
- Schnell! Die Herstellung eines Bördels dauert lediglich eine Minute
- Flexibilität! Sie stellen alle Bördel selbst her und sind nicht abhängig von
Teilweise sehr langen Lieferzeiten für Anschweißbördel - Lose Flansche können beliebig rotiert werden.
Einfach zu findende Positionierung und komfortabel auf engen Räumen - Kann außerdem mit gebogenen Rohren eingesetzt werden
- Lose Flansche sind in der Anschaffung günstiger als Anschweißbördel

Wie funktioniert die T-DRILL Bördeltechnologie?
Das Bördelverfahren ist ein Umformungsprozess durch ein rotierendes Formwerkzeug. Ein Formfinger bzw. der Bördelfinger wird horizontal in das Rohr gefahren. Die Eintauchtiefe bestimmt den späteren Bördeldurchmesser.
Nun rotiert der Formfinger entlang der Rohrinnenoberfläche und richtet sich zunehmend zu seiner vertikale Position auf. Programmierbar sind auch andere Bördel Gradzahlen. Frei wählbar, egal ob 37° oder 90°. So können auch Rohrverjüngungen hergestellt werden.
Um einen guten Biegeradius zu gewährleisten wird das Aufrichten in bis zu 3 Phasen absolviert.
Der Prozess ist voll-automatisch und sauber. Kein Schmieröl benötigt. Es wird für alle Durchmesser nur ein und der selbe Bördelfinger benutzt.
Warmbördel
Unsere Bördelmaschinen können optional mit einem integriertem Gasbrenner inkl. Temperaturkontrolle ausgestattet werden. Alternativ können die Rohre natürlich auch extern auf anderen Vorrichtungen auf die gewünschte Temperatur gebracht werden.
Beim Warmbördeln werden, durch das Vorglühen des Rohrmaterials bei Temperaturen von 200 bis 300°C, Kaltverfestigungen vermieden. Die maximale Wandstärke beträgt weiterhin 1,5 bis 5 mm.
Beim Heißbördeln mit Temperaturen von 900 – 950°C wird die Arbeitslast für die Maschine verringert, so ist die Bearbeitung von Wandstärken von 1,5 bis 9 mm möglich. Ein Entstressen des Rohres entfällt in diesem Fall.
Charakteristik eines Bördels:
Die Wandstärke an jedem Punkt im Bereich des Bördels ist gleich oder größer als die minimum Wandstärke T_min, multipliziert mit der Relation von Rohraußendurchmesser A.D. und gewählten Abstand auf dem Bördel T_b.
Dies entspricht der Vorschrift ASME B31.3, welche verlangt:
T ≥ 0,95 x T_min x A.D / T_b
Anwendungsbereiche im Schiffsbau:
- Haupt– und Hilfssysteme für Seewasser
- Ventilation
- Entwässerungs– und Ballastsystem
- Luft– und Abgassystem
- Feuerschutz
Häufig gestellte Fragen
Wie sind die Taktzeiten?
Die reine Bearbeitungszeit beträgt 1 – 3,5 Minuten.
Wie sind die Zykluszeiten?
Die Prozessdauer plus Handhabung beträgt ca. 2 – 4,5 Minuten.
Kann ich ein Werkzeug für alle Durchmesser benutzten?
Das Formwerkzeug ist für alle Durchmesser geeignet. Die Rohraufnahme durch Rohrklammern benötigt für jeden Durchmesser ein anderes Werkzeug.
Wie sind die Rüstzeiten?
Beim Wechsel des Rohrdurchmesser wird die Rohrklammer getauscht, ein entsprechendes Programm geladen und das Formwerkzeug justiert. Die Rüstzeit beträgt ca. 4 Minuten.
Was sind die Verschleißteile?
Das einzige Verschleißteil ist das Formwerkzeug.
Wie oft muss ich das Formwerkzeug austauschen?
Die Standzeit des Formfingers hängt im erheblichem Maß von Rohrmaterial und Wandstärke ab. Der durchschnittliche Kunde bestellt ein bis zwei Formfinger pro Jahr.
Wie intensiv ist die Wartung der Maschine?
Die Wartung der Maschine ist mit sehr geringem Aufwand verbunden. Abgesehen von der täglichen Säuberung muss die Maschine einmal im Jahr oder nach 30.000 Arbeitszyklen abgeschmiert werden. Bei der Hydraulik sollte regelmäßig der Ölfüllstand kontrolliert werden.
Ist die Maschine programmierbar?
Alle Projekte, sowie zugehörige Rohrdaten und Bördeleinstellungen können in Programmen hinterlegt werden. Programme werden per Touchscreen eingegeben, verwaltet und abgerufen.
Warum sollte ich bördeln?
Einfach weil es Geld spart.
Im Gegensatz zum Vorschweißflansch kostet der Losflansch in der Beschaffung deutlich weniger. Auch die Schweißen entfällt. Und das Überprüfen der Schweißnaht bleibt mir erspart. Ich zahle also weniger in der Anschaffung, Lagerhaltung, Equipment und Arbeitszeit. Außerdem bin ich viel flexibler. Bei Lieferzeiten von teilweise bis zu 6 Wochen für Anschweißflansche in Sonderdimensionen, habe ich mit der Bördelmaschine einen großen Vorteil im eignen Haus.
Was kostet mich das Bördeln?
Die Kosten einer Bördelmaschine liegen bei der Anschaffung üblicherweise zwischen Hundert– und Zweihundertfünfzigtausend Euro.